Processed surface developed by the cutting tool, can have a smaller residual voltage than the recommended drill for machining CFRP.
a)
b)
c)
figure 1. General view of the designed cutting tool. Highlighted surfaces which differ according to their technological purpose
the cutting Process in the developed tool can be divided into 4 zones:
1) centering of the tool in details;
2) penetration;
3) the cutting end of the tool;
4) a gradual increase in the diameter of the resulting hole.
When designing the cutting tool should determine the technology of its application. Increasing the area of the mechanical processing (the third zone, figure 2) reduces the load on the top of the drill and increase the resistance of the cutting tool, but this reduces its accuracy.

figure 2. The distribution areas of the cutting tool

figure 3. Rear and front corners of the cutting tool in which cutting is carried out in the first, second and third cutting zone.
In the first cutting area, the cutting angle is equal to -10° and back angle of 30° (Fig. 3 section b-B).
the Decrease in rake angle decreases the thickness of the drill point and, accordingly, less. The back angle is set to 30°, to reduce abrasive wear of the tool and temperature in the cutting zone. The increase in the clearance angle leads to the increase of the length of the cutting edge in the second cutting zone and reduction of the edge length in the third zone (Fig. 3).

figure 4. Changing the rear corner. a) rear angle is 15°
b) back angle is 30 degrees
penetration Angle of the drill depends to a large extent on the physical properties of the processed material. The increase in penetration angle leads to a deterioration of the centering tool, and a decrease reduces the strength of the top. The penetration angle is equal to 116°, is selected as the recommended value for the alignment (Fig. 6). On the drill bit when increasing the depth of drilling increases the current on the transverse cutting edge an axial force so she selected more than alignment and is equal to the cross-cutting drills for processing of plastic reinforced with carbon fiber.
the second area of the cutting front angle is 5° (Fig. 3 section a-A), the angle of the dispensing cone drill is 140°. The angle of the dispensing cone is chosen similarly as that of drill for the material being processed.
the Increase in rake angle flute leads to the formation of additional peaks in the tool, which will increase the friction of the tool on the workpiece material (figure 5). Reducing the height of the additional peaks may decrease in the width of the first rear angle (Fig. 3, B-B).
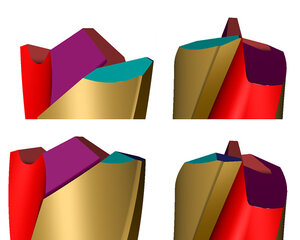
figure 5. The formation of additional peaks in the tool when you change the width of the first rear angle (marked in blue)
In the third area, the cutting angle is 20° and the rake angle 10°, the second clearance angle is 30° (Fig. 3, cross section b-B).
Front corner on the periphery of the tool equal to the angle of inclination of the screw groove. The angles are selected as cutters for processing by a method of spiral cutting of the processed material.
In the fourth cutting area is carried out by the front corner on the perimeter of the tool equal to 10° and clearance angle of 15° (Fig. 4, cross section e-E).
Front and rear corners are selected as milling cutters for machining by milling. Due to the inverse taper of the drill is a smooth increase in the diameter of the drilling (Fig. 6), in fact, exercising fine cutting. The value of the inverse taper is equal to the allowance for finish machining.

figure 6. The reverse taper of the cutting tool and the length of the transverse cutting edge indicated on the unfolding of the helix in the plane

figure 7. The profile of the helical grooves of the tool
the increase in the core drill and the diameter of the back of the tooth (Fig. 5) due to the increase vibration of tool design. Grinding the second back with the shoulder (Fig. 7, a pale yellow line, the cut e-E) can significantly reduce the friction between the treated and the surface.
the Drill when treatment can be centered in the hole with a transverse cutting edge and helical ribbons. Increasing the area of contact of the tool by increasing the width of the cylindrical ribbons and processed material often leads to residual stresses when drilling. Therefore, the drill bit centered in the hole with a transverse cutting edge, and a cylindrical ribbons in his absent, which reduces the residual stresses during processing.