Какое программное обеспечение влияет на 3D-печать — Netfab, Magics, Dyndrite & More
Для эффективного внедрения 3D-печати в производство необходимы программные средства для проектирования, моделирования, предварительной обработки, распределения задач, производства, проверки и управления качеством.
Опасности удаленного подключения к ЧПУ
15 мая 2021 года вредоносная кибератака остановила работу Colonial Pipeline, которая управляет крупнейшей трубопроводной системой для нефтепродуктов в США.Эта система протяженностью 5500 миль, транспортирующая три миллиона баррелей топлива в день между Техасом и Нью-Йорком (включая 45 процентов бензина, дизельного топлива и реактивного топлива, используемого на Восточном побережье), была остановлена на шесть дней. Более 16 000 …. Read More
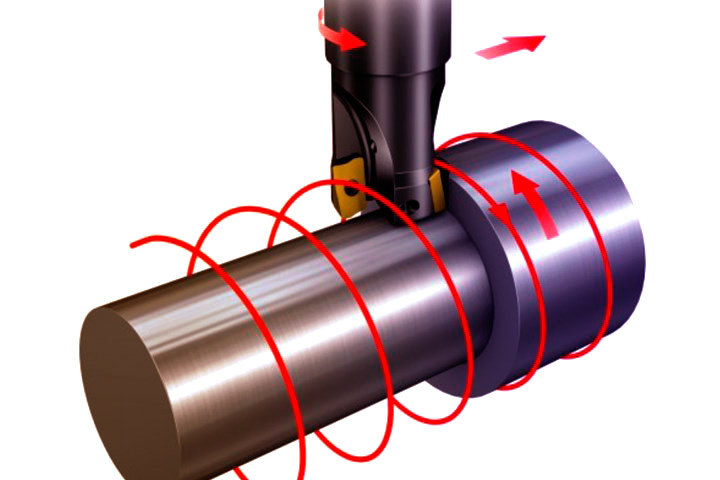
Что такое прутковый токарный станок с ЧПУ
Прутковые токарные станки с ЧПУ карусельного типа представляют собой управляемую эволюцию винтовых станков с кулачковым приводом. Одним из распространенных применений этих универсальных станков была обработка сложных деталей. Однако сегодня они используются для производства гораздо более разнообразных деталей для различных отраслей промышленности.
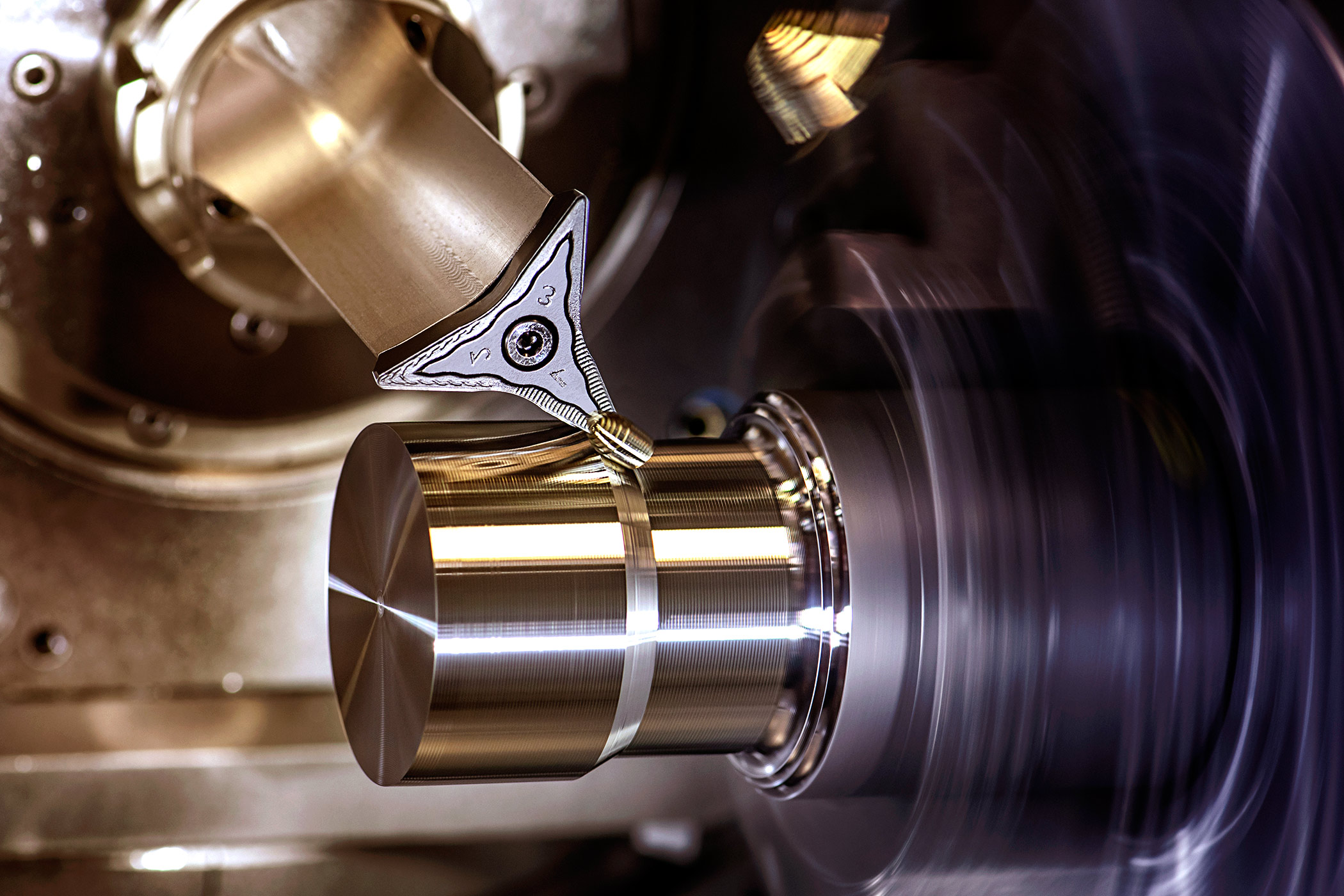
Зачем использовать многозадачный станок
Спросите любого сотрудника механического цеха об определении “многозадачного станка”, и вы получите столько ответов, сколько существует многозадачных станков и возможностей. Как правило всегда речь идет о станке, который может выполнять как фрезерные, так и токарные операции.
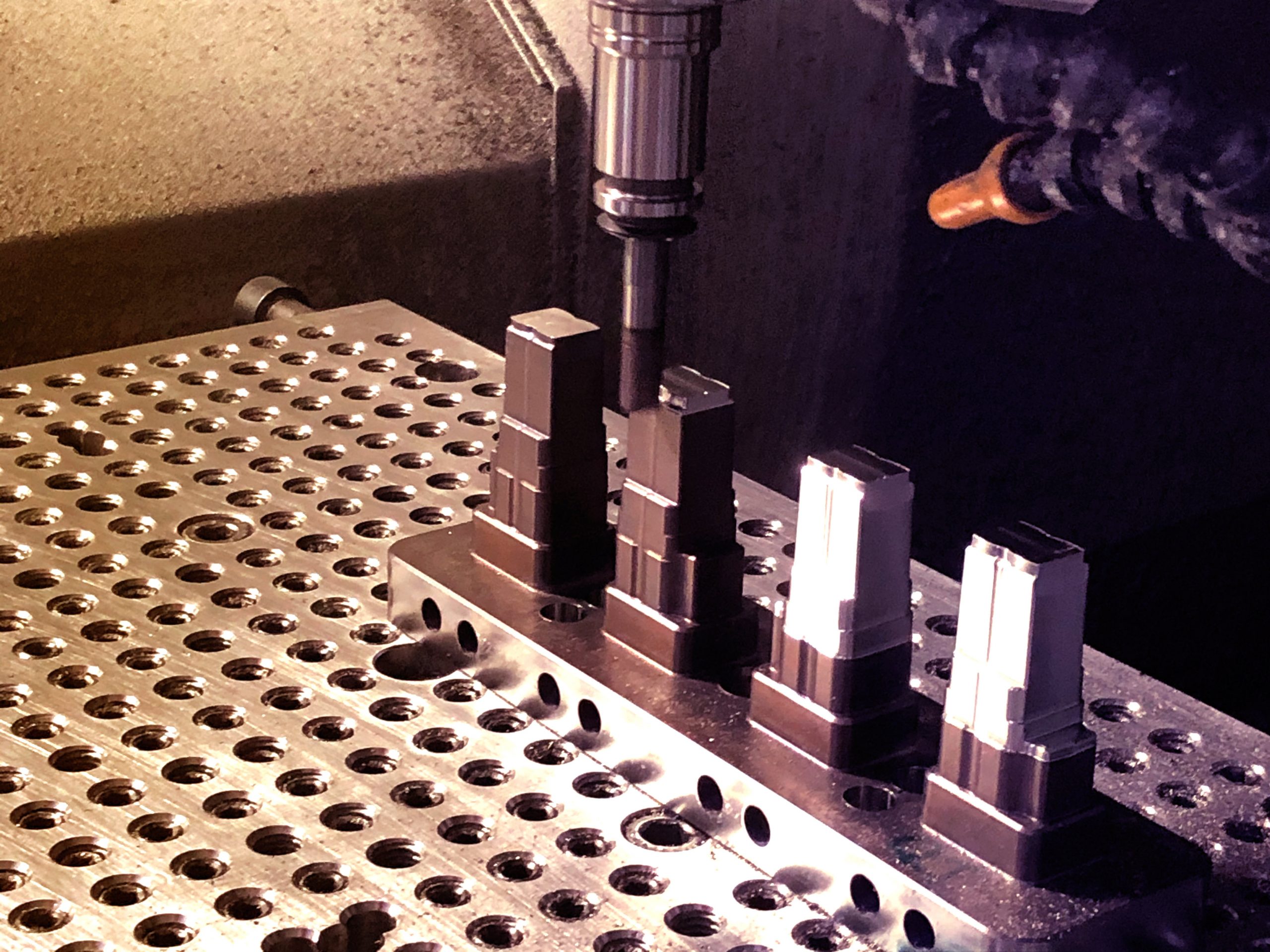
Для чего нужна дополнительная ось на станок
Для многих работников механических цехов платформа токарного станка с осью B- это первое, что приходит на ум, когда они думают о “многозадачных ЧПУ”, которые часто могут обработать детали за один установ. Но, хотя это оборудование больше всего напоминает токарный станок, являются ли эти станки токарными станками?
Современные многошпиндельные станки
Исторически сложилось так, что многошпиндельная автоматика и роторные передаточные станки были приспособлены для выполнения конкретных работ в течение длительных периодов времени. Строители этих станков встраивают гибкость в свои конструкции, чтобы обеспечить более быструю переналадку на новые детали. Хотя новые модели по-прежнему хорошо подходят для крупносерийного производства, они могут с большей готовностью приспосабливаться к меньшим размерам …. Read More
Неравномерная усадка
Если бы детали имели полностью равномерную усадку, они не деформировались бы, не было бы необходимости подвергать детали литью под давлением. Неравномерная усадка существует в каждой детали. Детали деформируются, имеют раковину или пустоты, а лучшие детали соответствуют техническим требованиям с некоторым формованным напряжением — чем более равномерна усадка, тем лучше деталь.
Рекомендации как сделать карьеру
Два слова, которые я слышу в последнее время в бизнес-сообществе, — это “неопределенность” и “перемены».»Неопределенность в 2020 году легко объяснить пандемией COVID-19 и ее влиянием на экономику, рабочие отношения работника и работодателя, прерывание цепочки поставок и многое другое. С другой стороны, перемены в бизнесе происходят постоянно. Потребность в изменениях в бизнесе возникает при наличии или …. Read More
Как сократить время простоя ЧПУ
Чтобы значительно сократить время простоя на электроэрозионных станках я обратился к использованию координатно-измерительной машины (CMM) от Hexagon Manufacturing Intelligence для создания автономной системы передачи измерений перед производственным процессом изготолвения деталей и электродов. Некоторые детали имели высокую трудоемкость наладки на станке даже у простых деталей. Я настроил гибкое программное обеспечение PC-DMIS, которое входит в стандартную комплектацию …. Read More
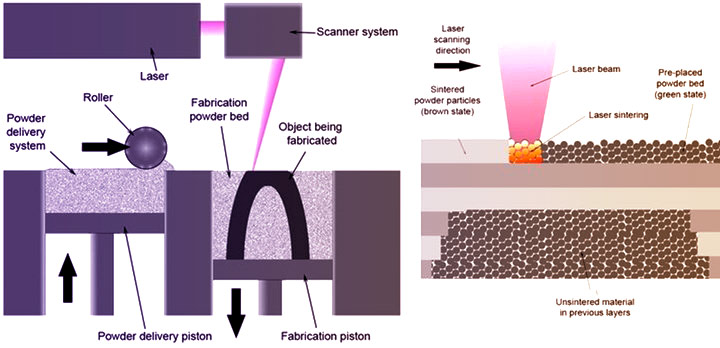
Аддитивное производство металлов (АМ)
Аддитивное производство металлов (АМ) стало важнейшей частью промышленных технологических процессов. В связи с сокращением времени изготовления пресс-форм и возможностью включения конформных каналов охлаждения многие в литейной промышленности приняли использование АМ.